
2017年底,圣克莱尔系统公司、卡莱尔流体技术公司和毕克加德纳公司合作,明确证明了常见的工艺变量是如何结合在一起2022世界杯八强水位分析,并有助于在高度关键的喷漆表面上形成橘皮的。在这个由两部分组成的系列中,我们将探索这种精心设计的实验(DOE)如何隔离和对比三个关键过程变量的影响和相互作用:
- 成膜
- 雾化,
- 涂层粘度(由温度决定)。
用于评估其对成品质量影响的主观标准是波扫描平衡和图像清晰度(DOI)。虽然这一系列测试中的第一个要进行,但最终目标是确定如何通过管理关键工艺变量来控制橘皮并提高整体完成质量。在本系列文章中,我们将回顾测试过程、获得的数据以及对这些数据的分析。
剧透警告:涂膜、雾化和涂膜温度都对成品质量有显著的相互影响,特别是在橘子皮方面。
主要参与者
卡莱尔流体技术公司是精密精加工2022世界杯八强水位分析设备的全球领导者,其母公司拥有五个全球公认的先锋历史和精加工专业知识:DeVilbiss, Ransburg, MS, BGK和Binks。他们提供了俄亥俄州托莱多实验室的设施,必要的机器人配药设备和知识渊博的人员,以促进测试。
毕克添加剂和仪器是阿尔塔纳集团的一部分,是添加剂和测量仪器领域的全球领先供应商之一。BYK-Gardner是他们的仪器部门,他们提供了他们的Wave-Scan II激光测量系统和一个有才华的团队来支持它。波扫描测量技术是全球桔子皮客观和图像测量清晰度的“金”标准。
Saint Clair Systems是全球知名的温度和粘度控制领域的领导者,拥有超过25年的历史。Saint Clair Systems提供了一个室内,应用点,2K涂料温度控制系统,可以在整个测试过程中将透明涂料设置和保持在任何所需的温度。
为什么只关注橘子皮?
很明显。也就是说,每个人用肉眼都能看出来。颜色虽然非常重要,但也是非常主观的,而且很难从视觉上察觉到颜色的变化。同样,一个人的光鲜亮丽可能是另一个人的半光鲜亮丽。尽管有仪器可以主观地测量颜色和光泽,但如图1所示,即使对未经训练的眼睛来说,橙皮也是显而易见的。
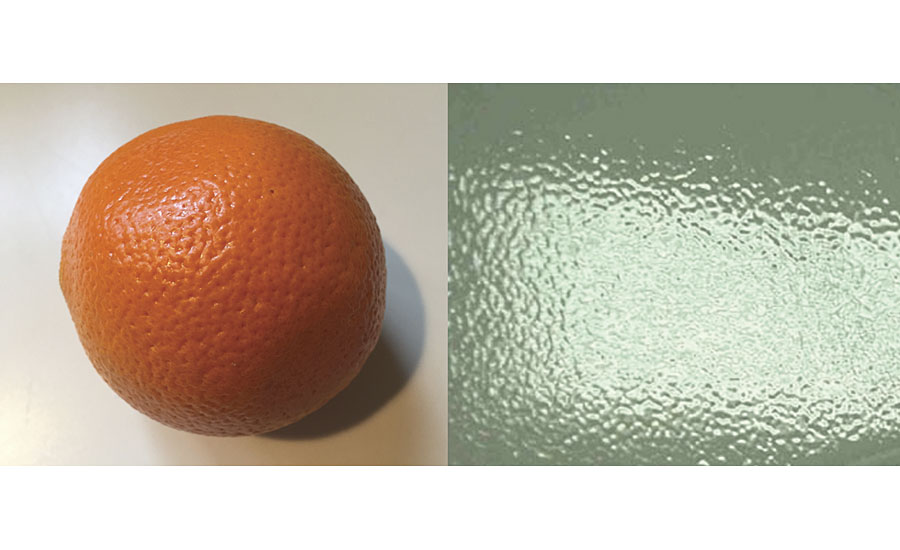
图1:橘子皮的例子。
谁在乎橘子皮?
橘子皮通常被认为是外观问题,但产品被涂上橘子皮的原因有很多,远远超出了提高美观的范围。涂料可以防止划伤、潮湿、腐蚀和紫外线伤害。它们还可能影响零件在最终应用中的性能。减少阻力是涂料在汽车、航空航天和航空工业中的关键功能。想想汽车、飞机、风力涡轮机叶片、船只和潜艇,甚至火箭、导弹和鱼雷。它们表面光洁度的结构决定了它们通过空气或水时的阻力系数。光滑的表面产生更小的阻力,更低的阻力意味着更高的效率和更高的燃油经济性。实际上,这可以决定一辆汽车每加仑能跑多少英里,一架飞机或一枚导弹的射程。考虑到橘子皮对航空公司燃油成本的经济影响,很容易看出这远远超出了简单的美学。
但橘皮的美学本质也是有代价的。以汽车为例。现代汽车由许多部件组成,每个部件都由最适合该部件功能的材料制成。这些部件是在提供最大比较优势的设施中制造的,因此,OEM的成本最低。这些工厂可能位于不同的州,甚至不同的国家,而组装工厂则将它们组装成最终的汽车。这意味着各种各样的基材,包括各种钢和铝合金,一系列热塑性和复合材料配方,以及许多其他材料,所有这些材料都被涂覆在数十英里、数百英里甚至数千英里之外的设施中。然而,当它们被放在一起并在最终组装中彼此相邻时,它们都必须匹配,在最终组装中,表面质量的变化在比较中脱颖而出。这个常见的例子显示了建立方法来控制最终应用程序中饰面行为的重要性,以便始终满足所需的严格外观标准。
汽车终端客户正变得越来越复杂。他们不仅期待舒适、安静的驾驶体验,以及响应灵敏的传动系统和处理包裹的能力,还希望车辆的内部和外部都具有良好的贴合性和光洁度。问题是我们的客户希望看到图2所示的内容,而我们要求他们接受图3所示的内容。

图2:客户期望。

图3:有时提供什么。
为什么有必要进行测试?
作为各种流体分配系统的过程温度和粘度控制系统的供应商,我们已经与油漆和涂料用户合作超过25年。在这样一段时间内,您会听到许多处理器用来指导其操作的“经验法则”。通常情况下,它们是基于观察和感知,而不是基于可靠的科学。其中之一是在一个狭窄的窗口内控制温度,以保持一致的工艺结果。画家也不例外。我们一次又一次地被告知,为了控制橘皮,有必要将油漆温度保持在约3 °C的窗口内。尺度并不重要,因为±3 °F相当于3.3 °C的窗口!
例如,中西部一家高端汽车外观和性能部件制造商发现,3 华氏度的油漆温度变化导致其a级漆面出现不可接受的橘皮:
“作为我们在Roush持续改进计划的一部分,我们决定采取更积极的方法来控制油漆车间的温度。由此产生的质量改进立即被注意到,并帮助提高我们的FTC(首次能力),并在我们需要的地方维持它。——Patrick Henterly, Roush Manufacturing1
我们称之为“三度法则”。3是个忙音号码。事情总是三三两两的。就像打喷嚏。坏事似乎三三两两来。当我们试图做正确的事情时,我们甚至开始使用像“第三次是魅力”这样的口语。但这不是迷信。实际上有大量的数据支持我们的“三度法则”。
我们经常引用的一个例子是图4所示的普通威士伯溶剂型涂料的温度粘度曲线。这表明了在正常环境温度范围内与涂层相关的典型非线性关系。值得注意的是,几乎所有液体都有这种特性,这是一种物理特性,而不是缺陷。但重要的是,威士伯表示,该涂层材料的最佳应用粘度范围为26±2秒。如图所示,当将其延伸到曲线上并向下投影时,我们可以看到,它与26.5 °C到29.5°C之间的3 °C窗口相关联。如果油漆温度超出这个狭窄的3 °C窗口,它将超出其最佳粘度范围,并将导致漆面问题。橘子皮、光泽、配色、附着力、起泡等问题
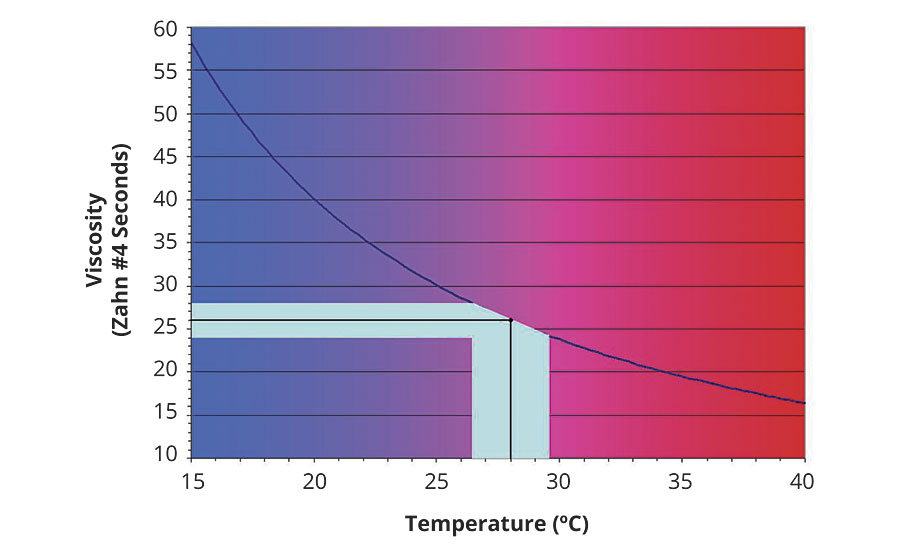
图4:威士伯080白色涂料粘度与温度曲线。2
支持现场数据
在2013年7月的PCI杂志数字版上,我们的文章《涂料温度控制解决表面处理缺陷》揭示了与西班牙一家汽车一级供应商进行的一项研究,在该研究中,我们检查了生产环境中温度对表面处理质量的影响。
这是我们利用毕克波扫描测量系统作为标准的首次深入测试,我们在不同温度下运行多个零件机架,以确定温度对油漆表面质量的影响。该客户的标准是计算的短波和长波平衡和图像清晰度(DOI)。温度对这些测量的影响是惊人的,如图5所示。
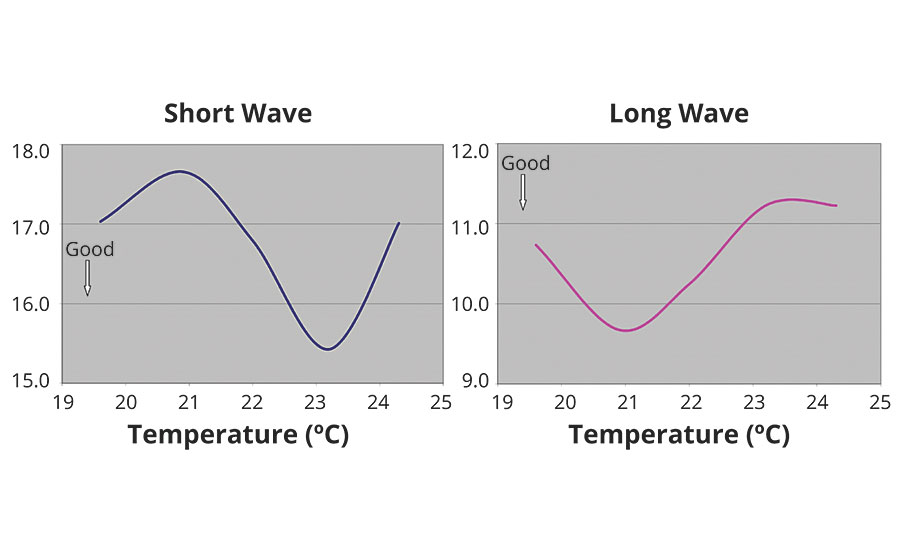
图5:短波和长波对温度的影响。
在这里,我们看到最佳短波性能在略高于23 °C,而最佳长波性能发生在约21 °C。此外,短波图实际上是长波图的反转。
请注意,这两个图涵盖了相同的19-25 °C温度范围和三步波扫描范围。如果我们将这两个数据集叠加在同一个图上,如图6所示,我们可以看到短波-长波平衡作为温度的函数。
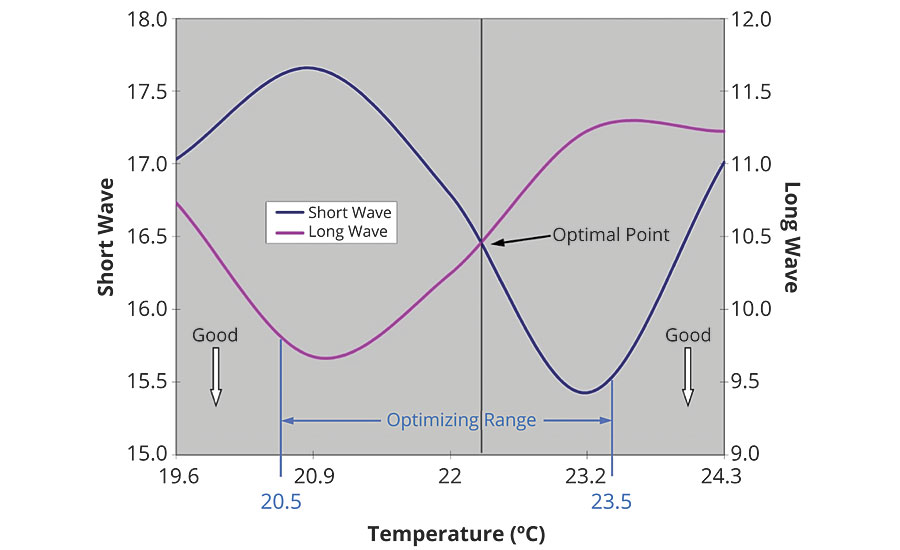
图6:Shortwave-longwave平衡。
这显示了在约22.3 °C时优化短波和长波参数的平衡点。将温度提高到24 °C将优化短波性能,牺牲长波性能。相反,将温度降低到21 °C将优化长波性能,牺牲短波。这提供了通过在应用过程中调整涂层温度来改变表面光洁度中短波和长波之间平衡的能力。请注意该平衡的3 °C优化范围-再次,“三度规则”。
为什么基于过程的测试很重要?
大多数涂料实验室测试都是用压降法完成的。传统上是在平板上使用拉杆(手动或机器)完成的,它们是测试薄膜相关参数的理想选择,如颜色、不透明度、干膜构建、光泽、颜料分散和固化稳定性,仅举几例。
降压法的问题在于它不能直接模拟最终的生产过程。首先,提拉通常是在纸或塑料卡片上完成的,而不是在实际的衬底上。其次,汽车和飞机、雪地摩托和喷气式滑雪板、摩托车和船只、船只和潜艇、风力涡轮机叶片、火箭和导弹都是由垂直和水平表面的混合组成,并结合复杂的曲线,没有一种表面可以涂上拉下杆。这就是它们被喷洒的原因。简而言之,降压过程忽略了基材的问题,以及雾化、气流和蒸发等喷涂过程变量。
为了产生直接适用的结果,测试方法必须模拟生产过程,并在类似的衬底上执行。
创建基于流程的测试
该测试的目的是模拟汽车喷漆过程,因此我们决定在ACT 12 " x 18 " e涂层冷轧钢测试板上进行测试。由于在我们的DOI中涉及到的三个变量的组合和排列的数量,我们还决定缩小我们的重点,只在水平方向上使用旋转钟形雾化器对面板进行喷雾,将垂直喷雾练习留到将来的测试机会。此外,我们决定,由于大多数涂布工认为橘皮是在透明涂层层形成的,我们将把测试重点放在该层上。这很适合使用e涂层测试板,因为它们提供了一个光滑,一致的表面,在上面应用透明涂层。这消除了任何变化,否则可能归因于底漆层。这使我们能够专注于我们选择的三个变量对clearcoat性能的影响而不受干扰。
本次测试提供了一种通用的PPG 2K汽车清漆。卡莱尔托莱多实验室的标准发那科P250喷漆机器人被选中来复制每个面板上“部分”的相同路径、速度、距离和角度。它配备了Ransberg RMA 560 Bell来处理雾化,并与RCS(比例控制系统)相结合,以控制清漆流量、树脂/催化剂比、杯速和定型空气。所有这些都是在图7所示的侧起草测试室中进行的。

图7:带铃和RCS的机器人。
与大多数实验室一样,卡莱尔的托莱多实验室是一个气候可控的环境。持续监测Ambient,并发现在整个测试过程中保持在70 °F±1.0 °F。所有测试面板都存储在这种环境中,以确保在测试过程中有稳定的衬底温度。
为了控制透明涂料的温度(以及粘度),使用了圣克莱尔系统的展台内应用点温度控制系统(TCS)。该系统由SCS的AT-5900 TCU(温度控制单元)组成,如图8所示,以及专利的可记录同轴软管,一个用于树脂,一个用于催化剂,如图9所示。这些连接到我们正在申请专利的温控2K混合器块,如图10所示,它取代了常见的y型块,不仅提供回流控制,还直接连接到钟形入口前的静态混合器。安装在树脂路径上的RTD向TCU提供温度反馈,以确保在整个测试过程中,馈送到钟的透明涂层的温度保持恒定。该系统还可以使透明涂料的温度迅速变化和稳定,以便每组面板都可以在不同的温度下进行喷涂。这模拟了从早上到晚上或从季节到季节的温度变化时,馈送到钟的油漆温度的变化。

图8:RCS和TCU。

图9:机器人上可记录的同轴软管。
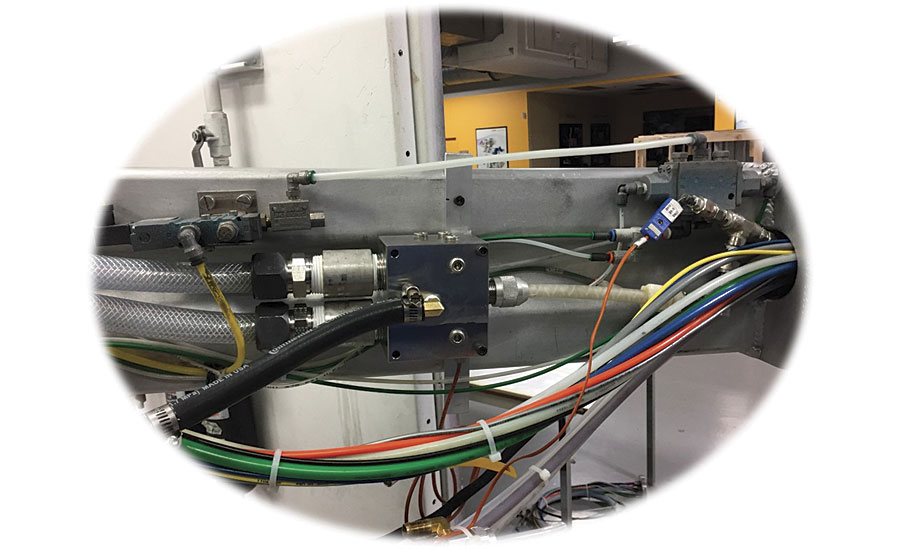
图10:温控2K混频器块。
流程定义
测试过程中的所有步骤都是模拟生产线流程设计的。为了提高大多数透明涂料所需的更高的薄膜结构,在两道工序中应用它们是很常见的。为了模拟在两个连续的隔间中发生的这种情况,在两个通道之间设置了1分钟的闪光时间。然后,为了模拟通过闪光隧道到烤箱的旅行,在固化之前,在最终喷涂后插入10分钟的闪光时间。根据PPG对峰值金属温度和持续时间的建议,在275 °F的烤箱中设置25分钟的固化参数,在平板中固化。
为了描述实验过程,在我们的实验设计中,有必要对变量设置边界和增量。它们的定义如下:
- 胶片制作范围从1.4 mil到1.8 mil,增量为0.2 mil。
- 雾化,由杯速设置,范围从25K RPM到45K RPM,以10K RPM为增量。
- 清漆温度范围为65 °F至105 °F,增量为5 °F。
- 定义了这些限制之后,我们可以开始创建测试面板集。
创建测试面板
测试程序的第一步是设置胶片构建。为了使机器人程序对所有面板保持一致,通过使用RCS改变透明涂层流速来设置薄膜结构——考虑到其固有的比率管理功能,这是一项简单的任务。这是首先通过计算近似,然后通过喷涂面板,固化和测量干膜与费舍尔瞄准镜微调。重复这一过程,直到形成所需的薄膜。由于这是最长的设置,所有后续的测试都在这个薄膜构建中运行,以在继续下一个薄膜厚度之前开发整个面板集。
接下来,TCU温度设置为65 °F,并保持稳定。一旦温度稳定,杯速设置为25K RPM,并喷涂第一块面板。记录完成时间,留待其闪光10分钟。然后将杯速增加到35K RPM (RCS上的简单设置),然后运行下一个65 °F面板,记录其完成时间,并留出10分钟的闪光时间。然后将杯速增加到45K RPM,最后运行65 °F面板,记录其完成时间,并留出10分钟的闪光时间。为了准备接下来的三块面板设置,TCU设置为70 °F并让其稳定,然后以25K RPM、35K RPM和45K RPM的转速对面板进行涂层。
重复该子过程,每组温度增加5 °F,直到完成最高温度105 °F的三面板设置。
当每块面板达到10分钟的闪光时间时,将其放入固化炉中,记录进入时间。25分钟后,将其取出,冷却至室温后再进行处理。这就产生了一组27个面板,DFT为140万。
然后增加流速以产生160万美元的DFT,重复上述过程以产生一组27块具有160万美元DFT的面板。接下来,整个过程再次重复,以生产一组27个面板,具有180万DFT。
完整的81块DOE面板完成后,下一步是用Wave-Scan II测量面板上的橘皮并分析结果。在本系列的最后一部分中,我们将研究测量过程及其对实验设计的适用性,然后对这些数据进行深入分析,得出结论,并根据结果确定要执行的下一个测试。
参考文献
1一封给Chuck Hasse, St. Clair Systems, Inc.的推荐信,经允许转载,由Patrick Henterly, Roush Manufacturing提供。
2涂料温度与粘度数据由Alsco Metals Corporation - Roxboro, NC提供。






举报辱骂性评论