
预分散后,细分散发生在搅拌珠磨或三辊磨。三辊轧机通常需要两到三道工序才能达到所需的粒度或色彩特性。三辊轧机的进料通常由压出系统或泵。在这里,可清洗性是三辊轧机的重要优势之一。在一台机器上生产小批量不同颜色是现实的。
诸如可清洁性、无交叉污染、非常小的滞留和确定的应力等特性仍然是其他任何技术所不能重复的。但是机械压辊系统甚至液压系统都无法与今天的全自动机器相比。
函数
 |
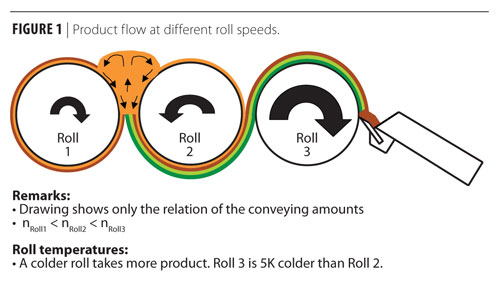
| 图1点击放大 |
三辊轧机的基本功能是三辊之间的差速。第二次和第三次的差值是第一次和第二次的差值的2 ~ 4倍。分散发生在第二掐;第一个钳子调节第二个“分散”钳子的喂食。辊子的位置必须准确。如果产品的粘度和粘性高到足以产生液压压力,则必须将辊子压在一起。如果粘度很低,产品是剪切敏感的,辊不应压在一起。由于轧辊转速差,且轧辊上的流量恒定,第一轧尖和第二轧尖的比值与轧辊转速相似。这意味着如果由于粘度低而必须定位辊,第一个和第二个夹钳将具有不同的设置(图1)。
色散发生在一个剪切场中,沿轧辊长度分布。只要颗粒小于夹紧,就不会对悬浮液中的颗粒产生影响。这一特点使分散过程非常均匀,也可通过辊的压力或位置进行调节。
仅使用剪切应力,单个颗粒将不会受到影响。这意味着我们不改变不连续相的形状、特定表面或大小。对于许多应用,这是非常重要的-例如,金属浆料或功能性陶瓷浆料,我们不希望改变悬浮陶瓷的单个颗粒尺寸或特定表面。许多原料已经有规格,在分散过程中不应受到影响;这意味着只使用剪应力。
工艺参数
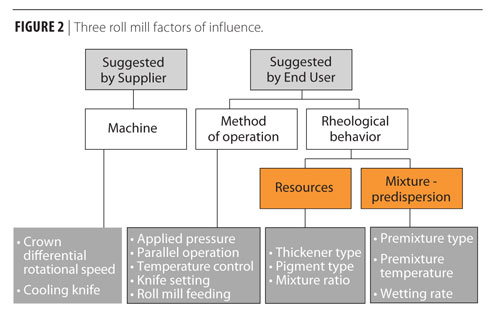
图2显示了三辊轧机的工艺参数概述。有三组参数-机器,操作方法和流变行为。流变行为是最重要的一类,但不能总是受到影响。机器必须能够处理范围广泛的粘度,无论是非常低的线力或精确的辊定位系统。如果磨机底座可以适应,这可以最大限度地优化工艺。
 |
| 图2点击放大 |
设计特点
由于应用的不同,对轧辊设计和压制的要求在过去几年中发生了变化。例如,金属浆料在开始时需要非常温和地处理,在结束时则需要更加积极地处理。由于非常薄的薄膜应用,电子材料的粘度越来越低,需要通过辊定位进行加工。
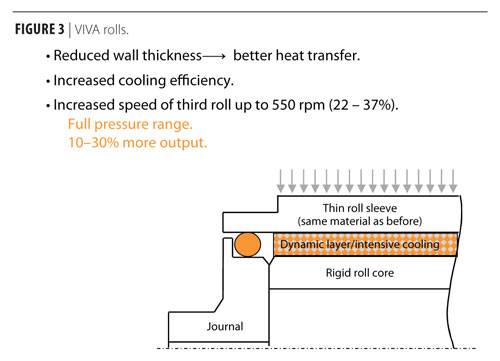
有两种不同的轧辊设计来满足新的要求。带有导向冷却系统的p型辊非常坚硬,特别设计用于低线力或精确的辊定位(也称为间隙模式)。对于完整的生产线力范围,VIVA™轧辊设计提供了充分的灵活性。全线力范围和材料的灵活性是VIVA系统的独特特征(图3)。
 |
| 图3点击放大 |
新一代三辊轧机
Trias™是第一台全自动生产三辊轧机,具有自动化“压力”模式和“间隙”模式。该设计允许机器在压力模式下以极低的线力操作或直接切换到间隙模式。操作三辊轧机在间隙模式意味着定位辊非常准确和重复彼此。
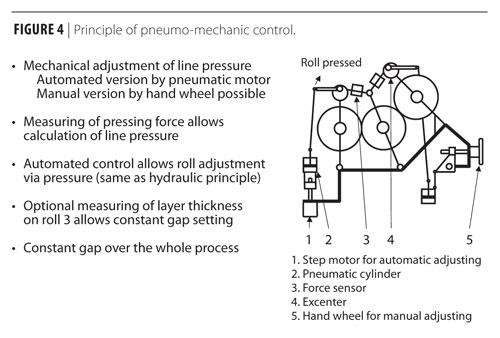
Trias采用了气动机械辊压控制。常规液压缸的内摩擦相对较大。这使得控制较低的线力范围特别困难,甚至不可能。气动机械压辊控制设计具有非常低的内摩擦。这使得可以处理线力低至3-4 N/mm(图4)。
 |
| 图4点击放大 |
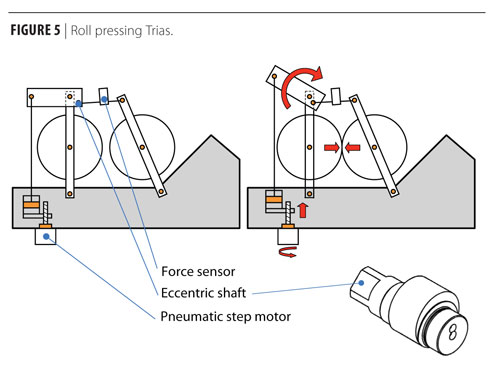
辊压机的主要部件是偏心轴。偏心轴旋转角度越大,轴的位置变化就越小。这意味着辊轴之间的距离设置(间隙设置)的精度很高。偏心轴使力增加了约20倍。这意味着在辊压中的低力导致辊之间的压力非常高。这就是为什么可以用气动代替液压。
采用气动步进电机改变偏心轴的角度,从而改变轧辊轴之间的距离和轧辊之间的间隙。
 |
| 图5点击放大 |
步进电机的每一步改变辊轴之间的距离1微米。当有间隙工作时,Trias的控制系统将步进电机移动到设定值。机器不测量辊之间的实际间隙-它只是将步进电机移动到一个设定值(增量),这对应于辊轴的某个位置。0增量值是在机器启动期间校准的,这意味着辊子只是接触(几乎没有压力)。Trias 300/600的最大间隙为300个增量,这相当于在没有产品的情况下,辊与辊之间的间隙约为0.3毫米。
结论
随着新一代三辊轧机,如Trias,这一技术的成功将继续。洁净室的能力,高灵活性和高精度将打开新的机会。可复制性是任何行业取得成功的关键之一。在完全自动化的工厂环境中,从相对较小的实验室规模扩大到大型生产机器是可能的。
更多信息,请访问www.buhlergroup.com.
本文在2011年德国纽伦堡欧洲涂料大会上发表。





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
举报辱骂性评论