
UV LED固化在几个转换领域变得越来越普遍。UV固化喷墨已经使用UV LED固化钉扎多年。一般在压印结束时使用水银灯,使喷墨墨水完全固化。今天,UV LED固化正被用于整个喷墨油墨转换操作。柔印机正在出售或改装,以充分使用UV LED灯。这些印刷机包括四色工艺油墨,加上白色油墨和透明涂料或套印清漆(opv)。UV LED灯正在安装在单张纸胶印机上,无论是在改造中还是OEM中。对于这些类型的胶印机,UV LED灯已取代HUV灯作为UV固化系统的选择。除了胶印机外,这些应用通常需要低粘度配方。所有这些图形艺术应用都需要快速固化。
对于食品包装应用,转换后的产品除了性能外,还必须满足迁移到食品中的要求。必须满足相应法规的特定迁移限制(SMLs)。这些sml往往在十亿分之一(ppb)的水平。
为了限制迁徙物种,在原材料的选择和制造过程中都应特别注意。原料应具有一定的纯度,也不含cmr(致癌物、诱变物、生殖毒素)。应通过适当的计划或GMP(良好生产规范)来避免加工过程中的交叉污染。净化步骤也可能需要去除潜在的迁移物种,质量控制(QC)可能有补充纯度/交叉污染规格。表1显示了作为油墨和涂料原材料的标准产品、低迁移(LM)产品和完全GMP产品之间的差异。配方商也必须考虑这些相同的约束条件,转换器也需要满足GMP要求。
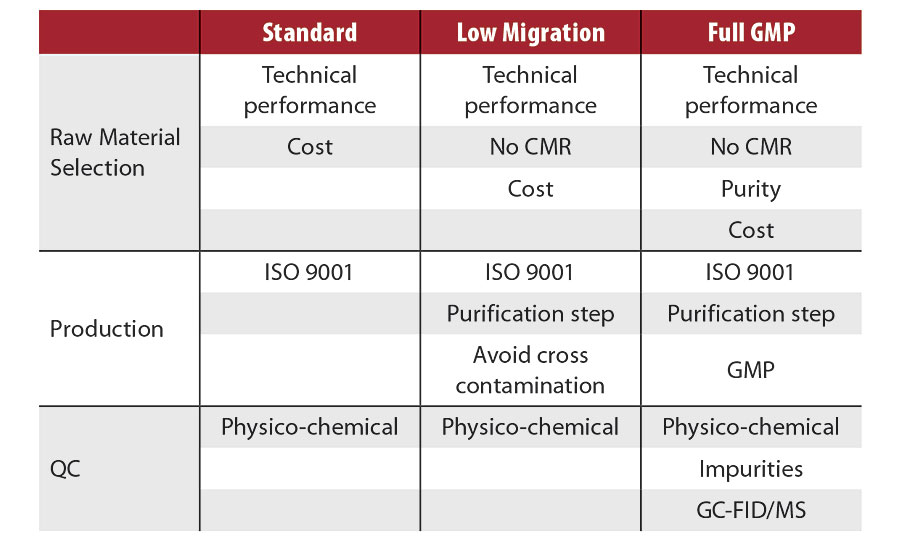
表1:标准产品、低迁移产品和GMP产品之间的差异。
UV LED固化系统
在过去,UV固化系统通常由一个或两个中压汞球组成,具有广泛的光谱发射,并且瓦数多年来从200瓦/英寸稳步增加到600瓦/英寸(图1)。这些系统通常被设计为获得尽可能快的固化速度,以提高生产率为最终目标。如今,固化系统(如UV LED灯)的设计也考虑到了其他目标。安全和环境问题、固化温度、能源消耗和维护计划都影响着这些新固化系统的设计。预计生产效率将与配备水银灯的系统保持一致,但一些较新的固化系统向涂层输送的能量更少,更重要的是消除了波长较短的紫外线。这两个因素都倾向于增加氧抑制对UV固化的影响,并会对生产力产生负面影响。
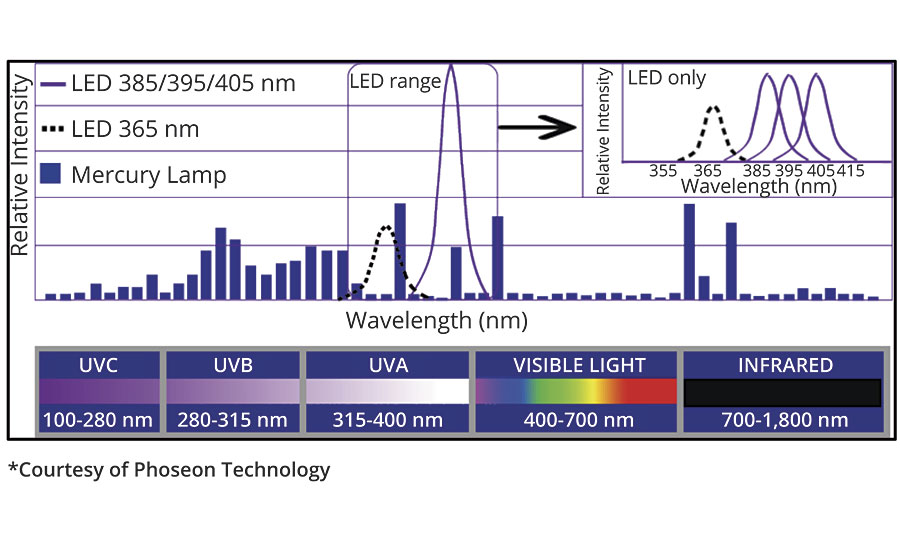
图1:汞灯和UV LED灯的发射光谱。
增加辐照度会增加自由基的浓度,而高浓度的自由基会消耗更多的氧气。相反,低能量固化系统,具有较低的辐照度,导致较低的自由基浓度和更多的氧抑制。应在基板处测量辐照度,以确定所传递的能量,因为所传递的能量随着从灯到基板的距离而减少。
紫外线的吸收也依赖于波长。紫外光固化材料对短波能(UVC)的吸光度高于对长波能的吸光度。因此,短波长能量不会穿透到表面以外的地方,而较长的波长能量(UVB和UVA)能够穿透到更深的材料中(见图1的波长命名法)。UV LED灯不发射UVC波长,导致涂层表面氧抑制增加。不过,通过治疗一般是很好的。
今天印刷机上使用的大多数UV LED灯发出的波长集中在395 nm左右,在UVA范围内。发射波段为385 nm和405 nm的UV LED灯也被使用,发射波段为365 nm的灯也可用,但强度较低(图1)。自推出以来,UV LED灯的峰值辐照度稳步上升,从1.1瓦/厘米2达到24瓦/厘米2.UV led光学的改进也导致了传递到基材表面的辐照度的增加。
氧抑制和减缓
通常,降低涂层的粘度会增加氧扩散到涂层中,从而减少由于氧抑制而引起的表面固化。1然而,在相同粘度下,具有以下特性的配方具有更好的表面固化(较少的氧抑制):1)增加丙烯酸酯功能或双键浓度;2)主链中的醚、胺、硫醇和/或其他特殊结构成分。2
表面固化的氧抑制是由于自由基聚合过程中的猝灭反应和清除反应,如图2所示。最终结果是更少的聚合物形成和/或低分子量聚合物链。在任何一种情况下,与氧气的反应都可能产生一系列结果,从降低涂层性能到涂层上未固化的液体表面。2
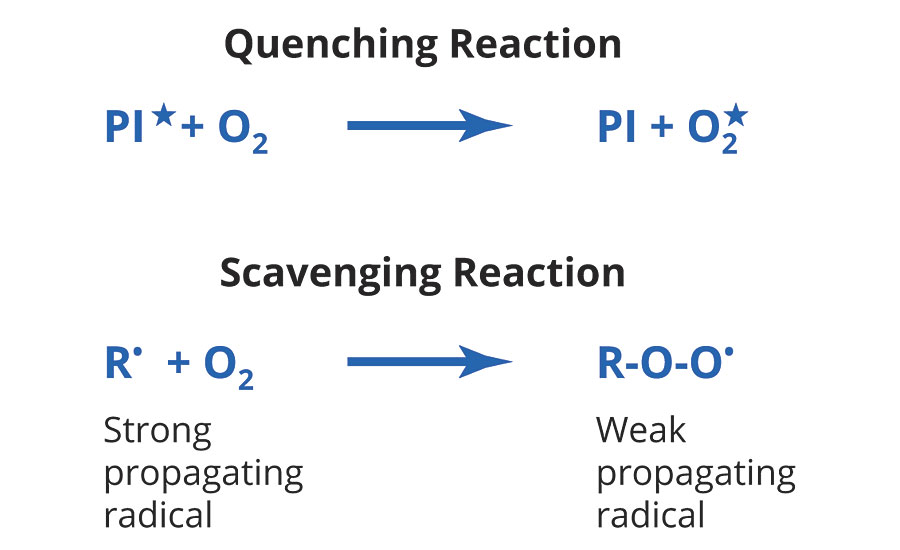
图2:氧在紫外线引发自由基聚合中的反应。
有已知的物理和化学方法来减少氧抑制和改善表面固化,这些方法之前已经讨论过。2这个主题的摘要如表2所示。此外,较厚的涂层由于本体聚合反应而受到的氧抑制较少,这增加了粘度并显著降低了氧扩散。3.减小从灯到基材的距离增加了传递到基材的辐照度,并改善了表面固化。增加曝光时间,通过减慢固化速度或多盏灯,通常也会增加固化程度。2
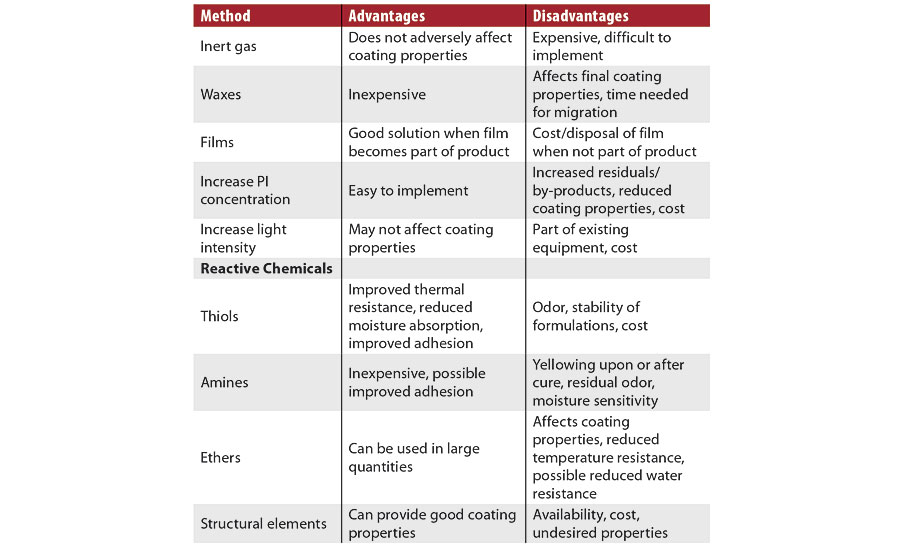
表2:减轻氧抑制的方法,优缺点。
使用活性化学物质是减轻氧抑制最常用的解决方案。与过氧自由基反应的化学物质含有易于提取的氢原子。这些可抽象的氢原子存在于含有特定结构元素的化合物中,如硫(硫醇)、氮(胺)或氧(醚)。碳原子上的氢到硫,氮或氧上的氢是很容易提取的,每个分子中都有很多这样的氢。在相同当量下,这些化合物的功效为硫醇>胺>醚。当硫醇、胺和聚醚被丙烯酸化时,性能得到了改善。丙烯酸酯的功能确保材料在固化后成为聚合物骨架的一部分,因此不能迁移或开花到表面。气味的减少也可以通过丙烯酸得到。
在反应性化学品类别中最常用的解决方案是氨基丙烯酸酯的使用。套印清漆(opv),柔印油墨,喷墨油墨和丝网油墨都使用这种技术。在某些情况下,还可以获得诸如提高附着力和提高颜色强度等额外的好处。一些氨基丙烯酸酯在固化时变黄,这可能是opv和白色油墨的问题。此外,石印油墨在使用氨基丙烯酸酯时也会有问题,因为它们会与酸性喷水池溶液发生反应,也会破坏墨水平衡。
为了使氨基丙烯酸酯充分发挥作用,应使用II型光引发剂。图3显示了II型光引发剂(二苯甲酮)与胺的光萃取反应。其他II型光引发剂是硫杂蒽酮和蒽醌。在大多数配方中,使用光引发剂的组合来确保表面和穿透固化。氨基丙烯酸酯的反应活性不同,取决于它们的胺含量和双键浓度。可抽离氢的数目和它们的可达性(空间位阻)也影响氨基丙烯酸酯的反应性。光引发剂和氨基丙烯酸酯的浓度应针对每种配方进行优化。在许多情况下,氨基丙烯酸酯的使用可以减少光引发剂的数量,而不影响固化速度。
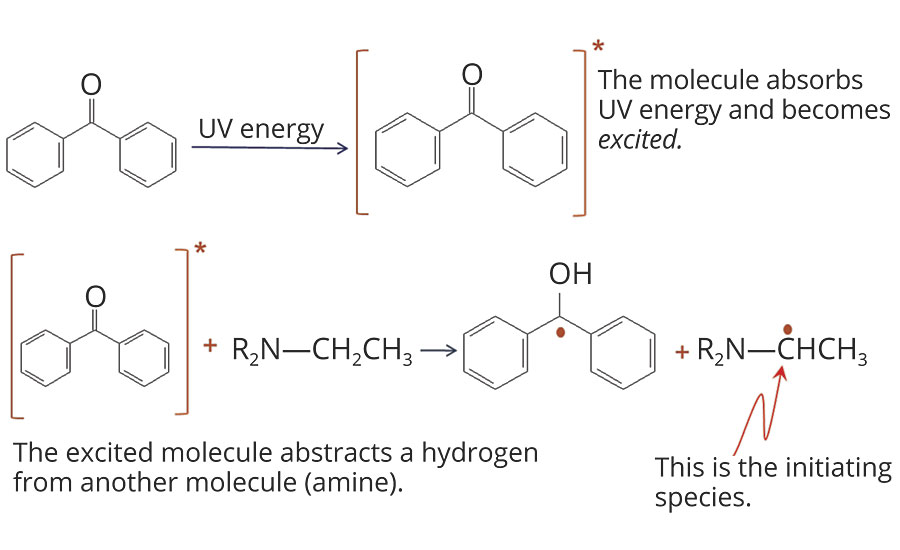
图3:二苯甲酮和胺的光萃取反应。
在这篇文章中,几种氨基丙烯酸酯将评估他们的能力,以减少氧抑制和增加UV led固化套印清漆的表面固化。数据固化速度,以及其他性质将提出。在柔印油墨中,氨基丙烯酸酯含量对固化速度和/或光引发剂水平的影响将被评估和讨论。
材料描述
这些研究中评估的三种氨基丙烯酸酯如表3所示。AA1是一种非常低粘度,高氨基含量的材料,没有丙烯酸酯功能,典型的使用水平为5-15%。(虽然AA1不含丙烯酸酯功能,但在本文中仍将其指定为氨基丙烯酸酯。)AA2是氨基含量最低的高粘度双丙烯酸酯。AA2的典型使用水平为8-15%。AA3是一种中等粘度的双丙烯酸酯,氨基含量中等,典型使用水平为5-20%。AA3也是一种低迁移材料。
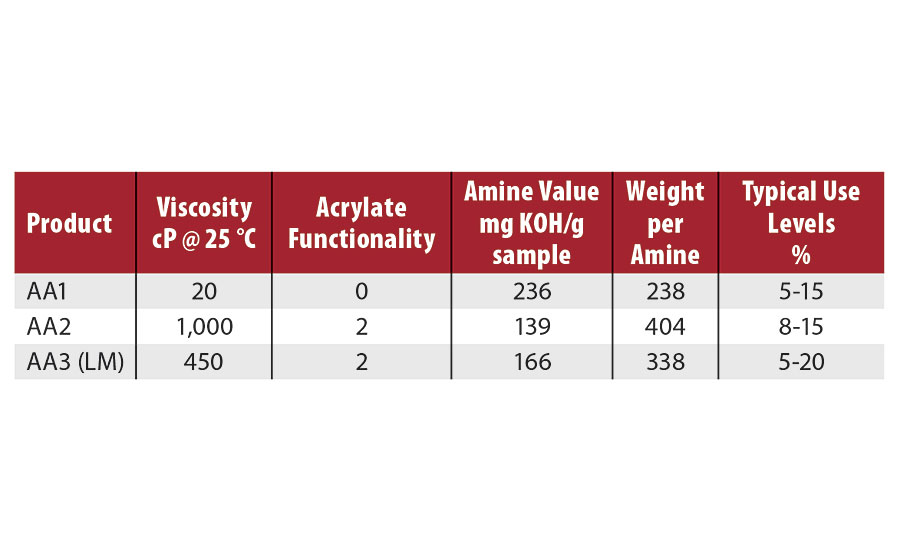
表3:氨基丙烯酸酯的描述。
氨基丙烯酸酯被用于几种OPV和柔印油墨配方中,这些配方利用了表4所示的一些低聚物。EA1是双酚A环氧丙烯酸酯,稀释在40%三甲基丙烷三丙烯酸酯(TMPTA)中。这种类型的寡聚物传统上用于非食品包装opv。PEA1被设计为EA1的无bpa替代品,用于食品包装opv。PEA2和EA2都不含BPA,也可用于OPV食品包装。在某些配方中,PEA3是一种低迁移、六功能材料,用于保持粘度。PEA4是一种良好的颜料润湿低聚物,用于柔印油墨的颜料研磨。乙氧基化三甲基丙烷三丙烯酸酯(TMPEOTA)和/或丙氧基化新戊二醇二丙烯酸酯(NPG(PO))2DA)也被用作OPV和柔印油墨配方的稀释剂。采用高功能性季戊四醇三/四丙烯酸酯(PETIA)来提高柔印油墨的固化速度。
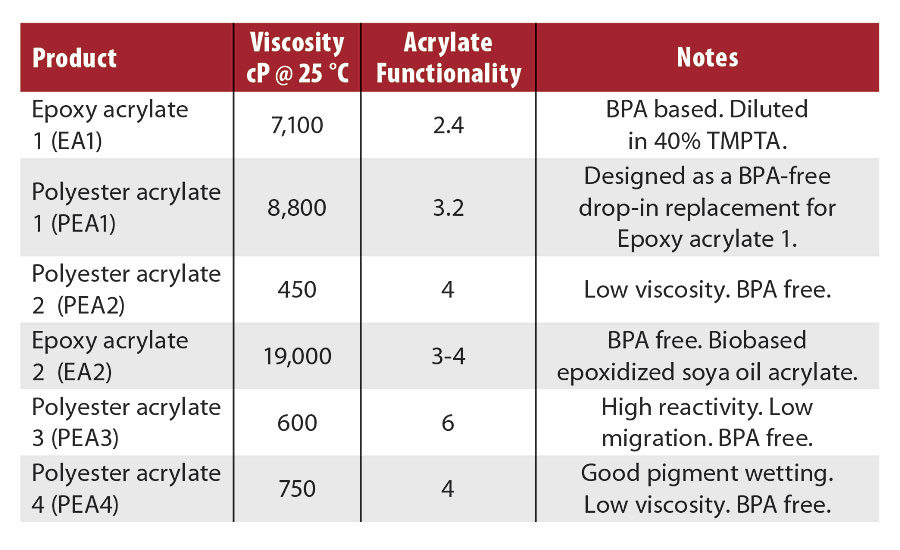
表4:低聚物的描述。
UV LED固化需要吸收UVA范围内的光引发剂(PI)。在这些研究中,液体氧化磷型(TPO-L)被用作主要的PI。还评估了一种硫杂蒽酮型PI敏化剂(DETX),以及一种需要胺才能有效的取代氧化膦(SPO)。
光漂白是特别明显的氧化膦型光引发剂,吸收在光谱的长波长(~ 400 nm)区域。这些光引发剂在固化前呈黄色。在光漂白中,吸光度(和黄色)会随着适当波长的光的暴露时间而降低。这是因为光解产物(来自裂解反应)的吸收特性与原始光引发剂分子的吸收特性不同。光漂白增强了光学穿透力,降低了固化涂料或油墨的最终颜色。此外,这种光漂白在固化后随着时间的推移而继续,24至36小时后最终颜色进一步降低。硫杂蒽酮型光引发剂不能光漂白。
测试条件
opv是通过将所有成分用高速混合器混合而成的。然后将opv与2号线缠绕棒应用于白色Leneta图表,形成5微米厚的薄膜。固化是用16瓦/厘米的风冷2phseon公司的395 nm UV LED灯,固化距离为1厘米。用EIT 365/40W辐射计测量固化能。固化速度被确定为最快的线速度,以提供无火星表面测试与木舌刀片。黄变指数报告为用BYK光谱球测量的b*值。在治疗后立即测量黄变,在治疗后24或36小时测量黄变。
在三辊磨机上用PEA4和分散剂磨制了柔印油墨颜料浆料。将颜料研磨至Hegman规上的读数为8。这对应于0密尔或0微米的颗粒大小。然后用低聚物、单体、氨基丙烯酸酯和光引发剂的混合物稀释颜料膏。用高速混合器制备下料混合物,直至均匀。然后将柔印油墨应用于白色Leneta图表或带有柔印校正器的胶片基材上,以获得不同的光学密度。治愈是用风冷的16瓦/厘米2, 395 nm UV LED灯或风冷8瓦/厘米2, 365 nm UV LED灯,均来自Phoseon,在1厘米的固化距离。固化速度被确定为最快的线速度,以提供无火星表面的测试与木舌刀片或拇指扭转。用X-Rite 500系列分光光度计或Gretag MacBeth Spectro Eye便携式分光光度计测量光密度。用TESA 4104胶带拉胶带测试附着力。
用安东帕物理MCR 101流变仪测量了不同剪切速率下的粘度。用0.1 s时的低剪切粘度除以短度指数(SI)-1在2500s时的高剪切粘度-1.
UV led固化OPV配方
表5显示了为优化光引发剂水平和丙烯酸胺水平而测试的OPV配方。(UV LED固化有粘度效应,所以配方(184除外)被设计为保持相似的粘度。)通过使用15%的AA3和1%的共引发剂SPO,主光引发剂TPO-L的比例可从13%降至5%。在优化配方#194中,固化速度保持在70 fpm。在不使用氨基丙烯酸酯的情况下,194号配方的固化速度<15 fpm。优化后的PI包将用于进一步的研究。
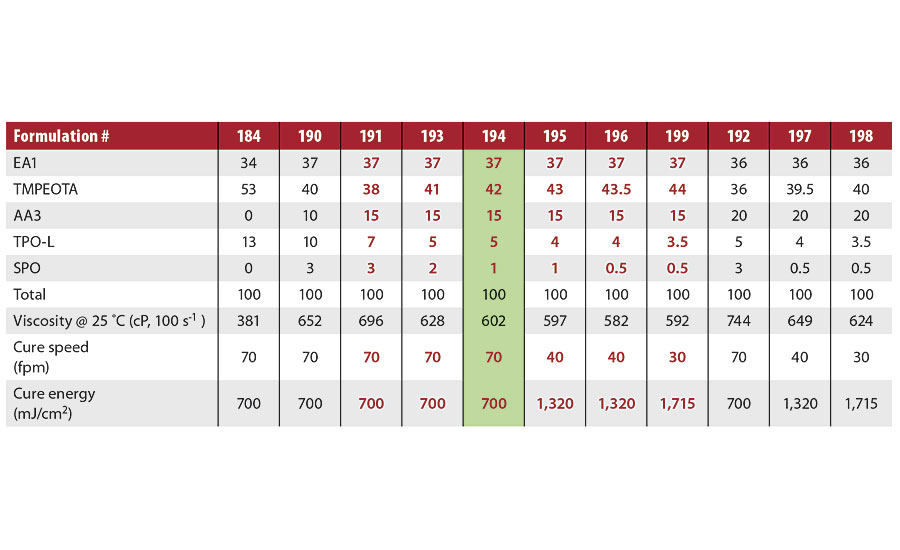
表5:光引发剂封装优化。
共同引发剂SPO的选择基于早期的工作,评估了包含10% TPO-L和3% DETX或SPO的光引发剂包。两种PI包对不同寡聚物的固化速度相同。然而,对于含有DETX或SPO的配方,黄变指数有显着不同。以detx为基础的配方导致黄变指数在9到17之间。SPO的黄色要小得多,泛黄指数为5至8。DETX也在雀巢排斥名单上,不应用于食品包装涂料或油墨中。
表5所示配方的黄变指数均在4左右(初始值),24 h后黄变指数下降约0.1个单位。(这些变黄指数是口服脊髓灰质炎疫苗配方储存一周后固化的结果。)
使用优化的光引发剂和丙烯酸胺水平,使用三种不同的丙烯酸胺评估了多种低聚物类型的固化速度。表6显示了这些数据。固化速度因寡聚物类型而异。无论使用哪种丙烯酸胺,双酚A基环氧丙烯酸酯(EA1)的固化速度都最快。双酚基环氧丙烯酸酯以其与汞灯的快速固化而闻名,并且这种快速反应性与UV LED灯保持一致。EA1的替代品PEA1是第二快的,其次是环氧大豆油丙烯酸酯(EA2)和PEA 2/PEA3共混物。对于所有的低聚物类型,使用AA3提供了最快的固化速度。表6中未显示不含丙烯酸胺的配方的数据。这些配方即使在最慢的输送速度15 fpm也不能固化。
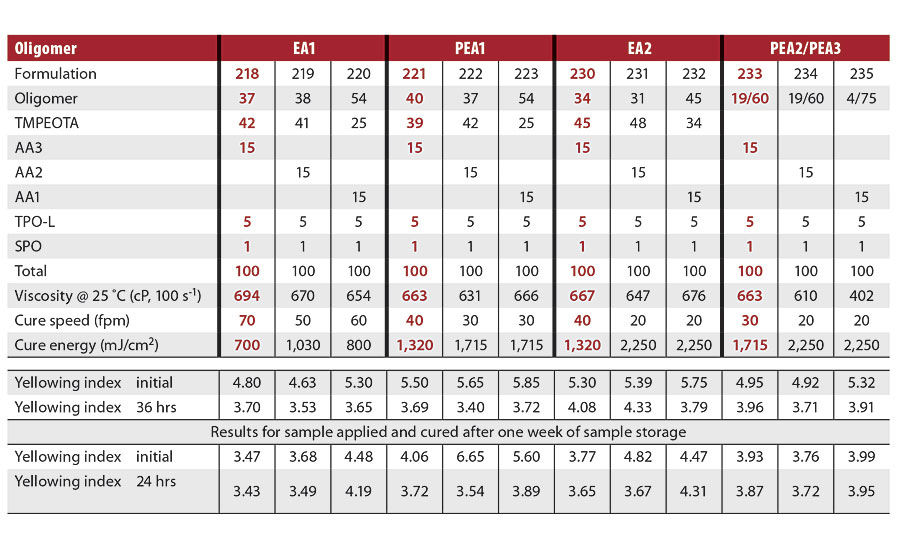
表6:含不同寡聚物和丙烯酸胺的OPV配方的固化速度和黄变指数。
如果需要食品包装OPV,则只有使用AA3而不使用EA1的配方是不含bpa的,并且基于适合此应用的材料。
表6还报告了几个变黄指数。对当天新鲜制备并固化的配方和储存一周后固化的配方进行黄变指数的测量。并在固化后立即测定黄变指数,在固化后24、36小时测定黄变指数。在所有情况下,光漂白在固化后24或36小时观察到黄变指数的降低。所有配方的最终黄变指数在3.4至4.3之间。
令人惊讶的是,储存一周然后固化的配方给出的初始发黄指数通常比同一天制备和固化的配方低一个单位。然而,24小时或36小时后测量的黄变指数没有太大差异。
UV led固化OPV结论
对于UV led固化OPV配方,已经确定了低黄变PI包。通过使用15%的丙烯酸胺(AA3)和1%的共引发剂(SPO),主要的光引发剂TPO - L可以在不影响固化速度的情况下从13%降低到5%。比较了三种丙烯酸胺的固化速度。AA3比AA1或AA2快。AA3也是唯一一种专为食品包装等低迁移应用而设计的丙烯酸胺。
UV led固化柔印油墨配方
表7显示了用395纳米,16瓦/厘米固化的青色和品红柔印油墨配方2UV LED灯。颜料基础由45%颜料、55% PEA4和3.5%分散剂组成。在这些实验中,PI混合物(TPO-L/DETX 50/50)含量保持在5.4%不变,每种颜色油墨的光密度也基本相同。在AA3水平为9.1%的情况下,青色或品红油墨在15 fpm下通过3道工序都无法实现固化。将AA3含量提高到15%,两种颜色油墨的固化速度均为50fpm。增加AA3含量有助于减轻氧抑制,提供更快的治愈。
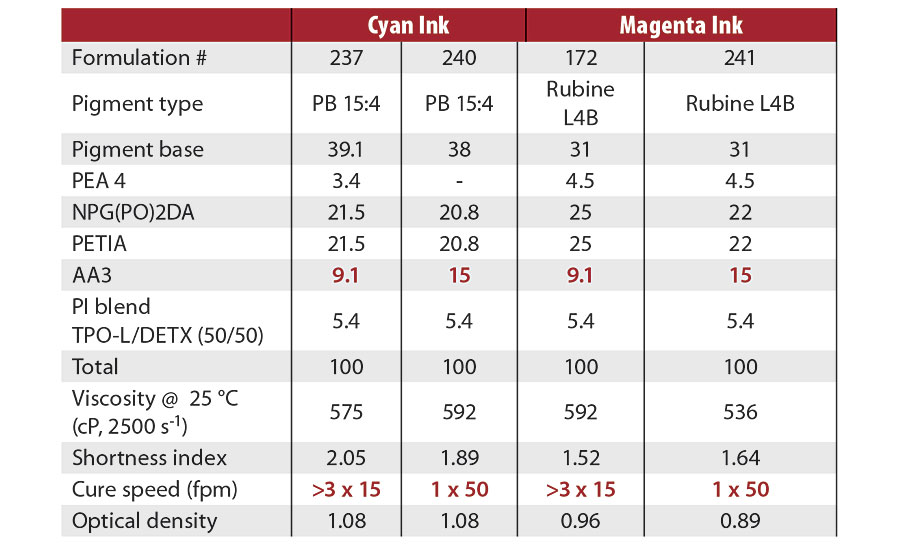
表7:不同AA3含量(395纳米,16瓦/厘米)的青色和品红柔印油墨的固化速度2UV LED灯)。
用365 nm, 8瓦特/厘米的光波进行固化也得到了类似的结果2UV LED灯。将AA3水平从9.2%提高到15.3%,同时将PI水平保持在4.5%左右,固化速度从16 fpm提高到57 fpm。这使固化速度提高了三倍以上。
表8显示了不同光密度青色油墨固化速度的差异。油墨的光密度与其厚度有关。光密度为2.27的油墨(墨A)大约有4微米厚。(其他墨水的厚度未知。)增加油墨的光密度或厚度可以提高固化速度,这一点在油墨B-D中得到了清楚的证明。较厚的油墨和涂料由于前面讨论的原因表现出较少的氧抑制,因此具有更好的表面固化。对于表8中所示的配方,似乎有一个最小的油墨厚度以获得良好的表面固化,与油墨光密度在1.4和1.9之间的某处相关。然而,如果丙烯酸胺(AA3)浓度从9.1增加到15%(见表8配方B和表7配方240),光密度为1.08的油墨的固化速度从15 fpm下三次未固化提高到50 fpm下一次完全固化。这一发现是非常重要的,因为油墨通常打印的目标是一定的光密度。
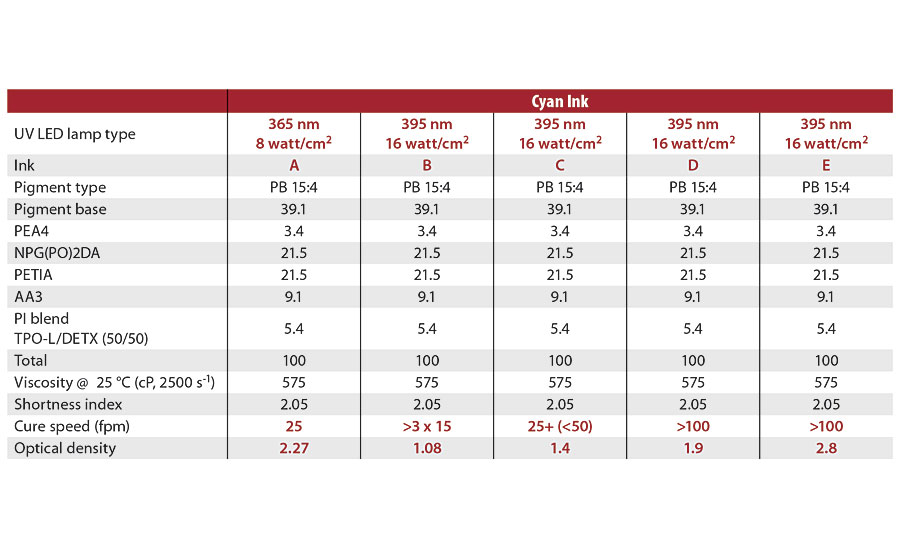
表8:不同光密度的青色油墨固化速度的差异。
表8还显示了用365纳米灯和395纳米灯固化的青色油墨固化速度的差异。对于相同光密度的油墨,以395 nm, 16瓦特/厘米的固化速度可达100 fpm2紫外LED灯与只有25 fpm与365纳米,8瓦/厘米2UV LED灯。
这些数据表明,需要根据油墨的厚度和/或光密度、UV LED灯的类型和所需的固化速度来优化柔印油墨配方。
使用表8所示的配方对几种薄膜基材的附着力进行了测试,该配方由365 nm UV LED灯(Ink A)固化。在聚丙烯(PP)、聚乙烯(PE)、聚氯乙烯(PVC)和聚对苯二甲酸乙二醇酯(PET)上获得了完美的附着力。这些附着力表明柔印油墨的固化效果良好。
UV led固化柔印油墨结论
丙烯酸胺(AA3)可用于柔印油墨配方,在保持PI浓度的同时提高固化速度。使用365 nm的UV LED灯,如果将AA3含量提高1.67倍,固化速度可提高3倍以上。对于一个395 nm的UV LED灯,低含量AA3的配方根本不能固化,将AA3浓度增加1.67倍,固化速度为50 fpm。
表面固化程度很大程度上取决于柔印油墨的厚度。然而,增加丙烯胺的含量可以为低厚度柔印油墨的固化提供条件。在相同光密度下,用395 nm UV LED灯固化柔印油墨的速度比用365 nm UV LED灯固化快。
结论
丙烯酸胺既可用于在现有PI浓度下提高UV LED固化速度,也可用于在降低PI浓度下保持UV LED固化速度。在所研究的opv和柔印油墨中,AA3是最有效的丙烯酸胺。
对于UV led固化OPV配方,确定了低黄变PI包装,应可用于食品包装应用。低迁移AA3是这个公式的一部分。
UV LED柔印油墨的固化程度很大程度上取决于油墨的厚度。增加丙烯酸胺(AA3)浓度可使低厚度柔印油墨完全固化。柔印油墨的固化用的是395纳米,16瓦/厘米2紫外LED灯的固化速度比365纳米,8瓦/厘米2UV LED灯。使用365 nm UV LED灯固化的柔印油墨对几种薄膜基材的附着力良好,表明固化效果良好。
参考文献
1UV涂料:基础知识,最新发展和新应用,pp179-184。莱因霍尔德Schwalm。2007年爱思唯尔。
2Arceneaux, J.A.在UV- led, UVA和低强度UV固化中的氧抑制缓解。紫外线+ EB技术,第一卷第3期,第48-56页。
3.摩根大通(J.P. Fouassier;拉贝克,J.F.辐射固化在聚合物科学与技术,卷三,pp 33-64。爱思唯尔科学出版有限公司1993。
确认
实验工作由我的合著者和同事Celia Buono、Kevin Poelmans和Carmen Van Vaerenbergh进行并报告。




举报辱骂性评论